| 专利名称: | 一种柔性焊接平台 | ||
| 专利名称(英文): | A flexible welding platform | ||
| 专利号: | CN201620039918.1 | 申请时间: | 20160509 |
| 公开号: | CN205325069U | 公开时间: | 20160622 |
| 申请人: | 中汽(天津)汽车装备有限公司 | ||
| 申请地址: | 301600 天津市静海县经济开发区广海道15号 | ||
| 发明人: | 赵健; 李明爽; 张建霞; 邵文华; 孟繁贵; 翟超; 宋凯 | ||
| 分类号: | B23K37/04 | 主分类号: | B23K37/04 |
| 代理机构: | 天津盛理知识产权代理有限公司 12209 | 代理人: | 刘玲 |
| 摘要: | 本实用新型涉及一种柔性焊接平台,其包括平台主体及辅件,平台主体上平面制有均匀间隔且等径的定位孔,辅件包括立座、L型定位块及压紧器,所述立座及L型定位块的底面均制有与所述定位孔配合的安装孔,立座及L型定位块通过在安装孔及定位孔内安装快速锁紧销进行定位安装,立座与一组L型定位块形成焊接件定位基准,所述压紧器定位安装于所述平台主体的定位孔上。本实用新型结构设计科学合理,操作简便,可实现快速制作、重复制作、提高工装定位精度,是一种创新性较高的柔性焊接平台。 | ||
| 摘要(英文): | The utility model relates to a flexible welding platform, and comprises a platform main body thereof, the upper plane of the main body of the platform are evenly spaced from the positioning hole of the diameter, a flexible accessory, L-shaped positioning block and compressor, the L-shaped positioning blocks states sets up the place and are provided with a bottom surface of the mounting hole is matched with the positioning hole, and the flexible L-shaped positioning block through the mounting hole and the positioning hole installed quick locking pin position and install, vertical base with a series of L-shaped positioning block form a weldment positioning reference, the hold-down device is positioned and mounted in said platform on the positioning hole of the main body. The structure of this utility model is scientific in design and reasonable, the operation is simple, can realize fast production, repeated manufacturing, tooling positioning accuracy is improved, is a kind of innovative high flexible welding platform. | ||







1.一种柔性焊接平台,其特征在于:包括平台主体及辅件,平台主体上平面制有均匀间隔且等径的定位孔,辅件包括立座、L型定位块及压紧器,所述立座及L型定位块的底面均制有与所述定位孔配合的安装孔,立座及L型定位块通过在安装孔及定位孔内安装快速锁紧销进行定位安装,立座与一组L型定位块形成焊接件定位基准,所述压紧器定位安装于所述平台主体的定位孔上。
2.根据权利要求1所述的柔性焊接平台,其特征在于:所述的快速定位销主要由拉紧销、胀套、螺母及垫圈构成,所述拉紧销的上部制有螺纹段,在该螺纹段啮合安装所述螺母,所述拉紧销的外部套装所述胀套,所述拉紧销的下端部制有与胀套配合并渐扩的膨胀段,所述螺母与胀套之间的拉紧销上安装垫圈,拉紧销顶部制有销孔。
3.根据权利要求2所述的柔性焊接平台,其特征在于:所述的螺母与垫圈之间安装有弹簧垫片。
4.根据权利要求1所述的柔性焊接平台,其特征在于:所述的压紧器包括竖直压紧器及水平压紧器,竖直压紧器由竖直连接杆、水平连接杆及竖直压紧杆构成,竖直连接杆上端固装水平连接杆,水平连接杆的一端安装竖直压紧杆;所述水平压紧器由竖直连接杆及水平压紧杆构成,其竖直连接杆的上端安装水平压紧杆。
5.根据权利要求1所述的柔性焊接平台,其特征在于:所述的平台主体的侧面制有均匀间隔等径的定位孔。
1.一种柔性焊接平台,其特征在于:包括平台主体及辅件,平台主体上平面制有均匀间隔且等径的定位孔,辅件包括立座、L型定位块及压紧器,所述立座及L型定位块的底面均制有与所述定位孔配合的安装孔,立座及L型定位块通过在安装孔及定位孔内安装快速锁紧销进行定位安装,立座与一组L型定位块形成焊接件定位基准,所述压紧器定位安装于所述平台主体的定位孔上。
2.根据权利要求1所述的柔性焊接平台,其特征在于:所述的快速定位销主要由拉紧销、胀套、螺母及垫圈构成,所述拉紧销的上部制有螺纹段,在该螺纹段啮合安装所述螺母,所述拉紧销的外部套装所述胀套,所述拉紧销的下端部制有与胀套配合并渐扩的膨胀段,所述螺母与胀套之间的拉紧销上安装垫圈,拉紧销顶部制有销孔。
3.根据权利要求2所述的柔性焊接平台,其特征在于:所述的螺母与垫圈之间安装有弹簧垫片。
4.根据权利要求1所述的柔性焊接平台,其特征在于:所述的压紧器包括竖直压紧器及水平压紧器,竖直压紧器由竖直连接杆、水平连接杆及竖直压紧杆构成,竖直连接杆上端固装水平连接杆,水平连接杆的一端安装竖直压紧杆;所述水平压紧器由竖直连接杆及水平压紧杆构成,其竖直连接杆的上端安装水平压紧杆。
5.根据权利要求1所述的柔性焊接平台,其特征在于:所述的平台主体的侧面制有均匀间隔等径的定位孔。
翻译:技术领域
本实用新型属于汽车生产输送设备制造领域,特别涉及一种柔性 焊接平台。
背景技术
目前,汽车装配滑板平台主要由滑板骨架及附着其上的木盖板构 成,滑板骨架部分为金属型材焊接而成,焊接件的组对在40mm厚钢 板平台上完成。现有钢板平台存在诸多不足:1.所有工装、限位、支 点位置的确定都需要经验丰富的铆工(技术工人)通过放线的方式确 定,过程较复杂,费时费力,且工装精度低;2.工装为一次性使用, 工装、限位、支点均为点焊固定,使用后需人工拆下上述辅件,并将 平台相应位置打磨平整,过程费时费力,且经过反复打磨后,平台平 面度大大降低,影响产品质量;3.工装支座完成后,在批量生产前不 能拆掉,长时间占用工作场地,浪费资源。
发明内容
本实用新型的目的在于克服现有技术的不足,提供一种可实现快 速制作、重复制作、提高工装定位精度的柔性焊接平台。
本实用新型解决其技术问题是通过以下技术方案实现的:
一种柔性焊接平台,其特征在于:包括平台主体及辅件,平台主 体上平面制有均匀间隔且等径的定位孔,辅件包括立座、L型定位块 及压紧器,所述立座及L型定位块的底面均制有与所述定位孔配合的 安装孔,立座及L型定位块通过在安装孔及定位孔内安装快速锁紧销 进行定位安装,立座与一组L型定位块形成焊接件定位基准,所述压 紧器定位安装于所述平台主体的定位孔上。
而且,所述的快速定位销主要由拉紧销、胀套、螺母及垫圈构成, 所述拉紧销的上部制有螺纹段,在该螺纹段啮合安装所述螺母,所述 拉紧销的外部套装所述胀套,所述拉紧销的下端部制有与胀套配合并 渐扩的膨胀段,所述螺母与胀套之间的拉紧销上安装垫圈,拉紧销顶 部制有销孔。
而且,所述的螺母与垫圈之间安装有弹簧垫片。
而且,所述的压紧器包括竖直压紧器及水平压紧器,竖直压紧器 由竖直连接杆、水平连接杆及竖直压紧杆构成,竖直连接杆上端固装 水平连接杆,水平连接杆的一端安装竖直压紧杆;所述水平压紧器由 竖直连接杆及水平压紧杆构成,其竖直连接杆的上端安装水平压紧杆。
而且,所述的平台主体的侧面制有均匀间隔等径的定位孔。
本实用新型的优点和有益效果为:
1、本柔性焊接平台,平台主体为铣削加工出的平整表面,在其 上加工出等间隔且等径的定位孔,辅件均可快速实现与平台表面的定 位及锁紧,实现工装的快速制作,且拆除容易,可重复利用,降低对 员工技能的要求,同时提高工装定位精度,提高产品质量;可借助计 算机三维软件模拟完成产品所需工装的前期设计制作。
2、本柔性焊接平台,采用快速锁紧销,使用时将锁紧销插入辅 件与定位孔,用细圆钢或其他工具插入拉紧销圆孔,卡住,将螺母拧 紧,拧紧的同时拉紧销上升,将胀套下端胀开,利用膨胀螺栓的原理 将辅件锁紧。
3、本柔性焊接平台,立座与一组L型定位块形成焊接件定位基 准,立座限制产品端头,多个L型定位块保证定位点在同一条直线, 快速完成产品的定位,位置确定后依靠不同角度的压紧器将产品固定, 从而实现产品的定位压紧。
4、本柔性焊接平台,平台主体的侧面制有均匀间隔等径的安装 孔,还可实现平台与平台间的连接,适应不同尺寸产品的制作。
5、本实用新型结构设计科学合理,操作简便,可实现快速制作、 重复制作、提高工装定位精度,是一种创新性较高的柔性焊接平台。
附图说明
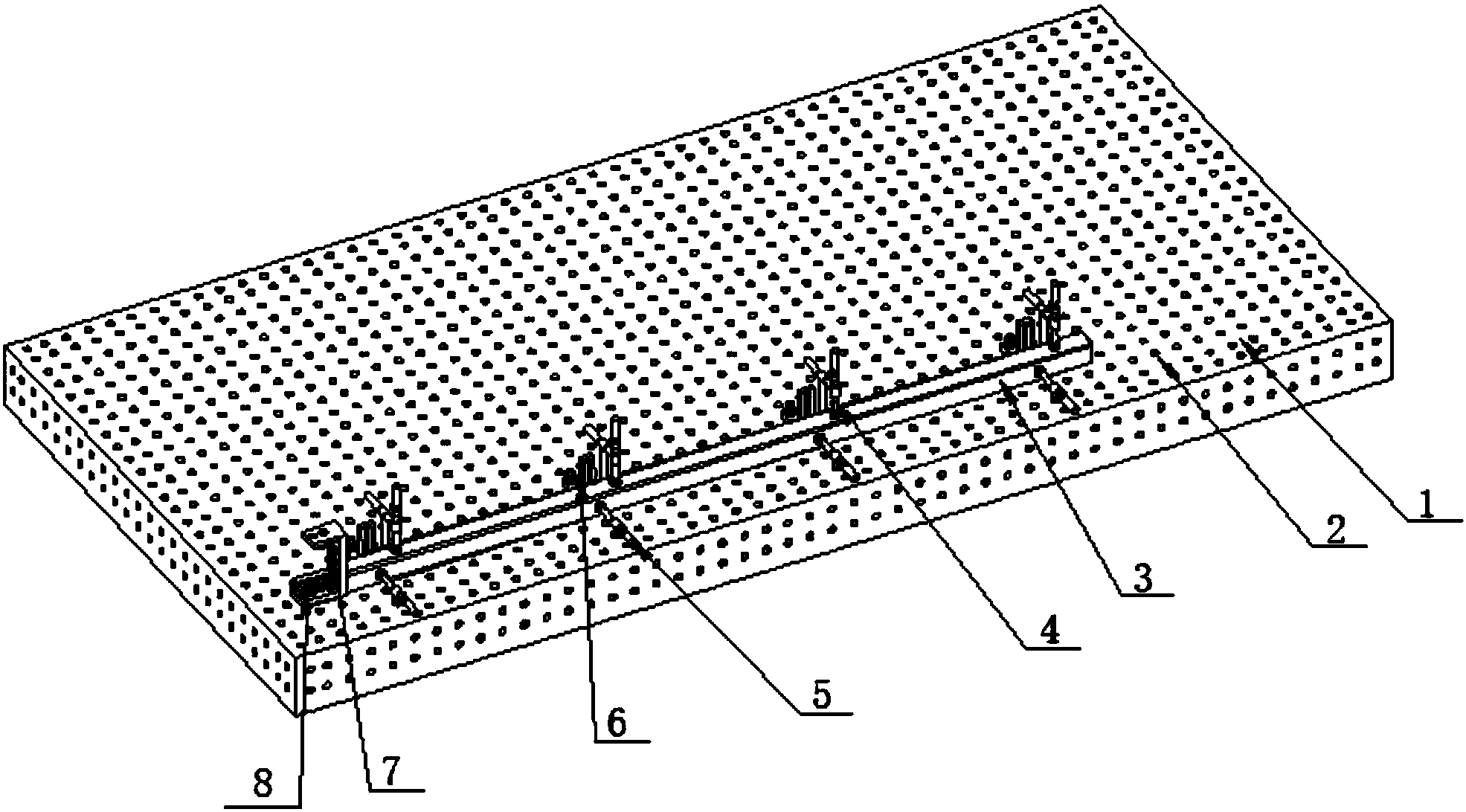
图1为本实用新型的结构示意图(立体图);
图2为本实用新型的立座的结构示意图;
图3为本实用新型的L型定位块的结构示意图;
图4为本实用新型的快速锁紧销的结构示意图;
图5为本实用新型的水平压紧器的结构示意图;
图6为本实用新型的竖直压紧器的结构示意图。
附图标记说明
1-平台主体、2-定位孔、3-工件、4-竖直压紧器、5-水平压紧器、 6-L型定位块、7-立座、8-快速锁紧销、9-立座的安装孔、10-L型定 位块的安装孔、11-胀套、12-拉紧销、13-垫圈、14-弹簧垫片、15-螺 母、16-水平压紧杆、17-竖直连接杆、18-竖直压紧杆、19-水平连接 杆、20-竖直连接杆。
具体实施方式
下面通过具体实施例对本实用新型作进一步详述,以下实施例只 是描述性的,不是限定性的,不能以此限定本实用新型的保护范围。
一种柔性焊接平台,其包括平台主体1及辅件,平台主体上平面 制有均匀间隔且等径的定位孔2,辅件包括立座7、L型定位块6及 压紧器,立座的底面均制有与定位孔配合的安装孔9,L型定位块的 底面制有与所述平台主体上连接孔配合的定位块安装孔10。立座及L 型定位块通过在安装孔及定位孔内安装快速锁紧销8进行定位安装, 立座与一组L型定位块形成焊接件定位基准,压紧器定位安装于平台 主体的定位孔上。
快速定位销主要由拉紧销12、胀套11、螺母15及垫圈13构成, 拉紧销的上部制有螺纹段,在该螺纹段啮合安装螺母,拉紧销的外部 套装所述胀套,拉紧销的下端部制有与胀套配合并渐扩的膨胀段,螺 母与胀套之间的拉紧销上安装垫圈,拉紧销顶部制有销孔。螺母与垫 圈之间安装有弹簧垫片14。
压紧器包括竖直压紧器4及水平压紧器5,竖直压紧器由竖直连 接杆20、水平连接杆19及竖直压紧杆18构成,竖直连接杆上端固 装水平连接杆,水平连接杆的一端安装竖直压紧杆。水平压紧器由竖 直连接杆17及水平压紧杆16构成,其竖直连接杆的上端安装水平压 紧杆。压紧器还可以根据使用需求采用四十五度压紧器等。
平台主体的侧面制有均匀间隔等径的定位孔。还可实现平台与平 台间的连接,适应不同尺寸产品的制作。
本柔性焊接平台的工作原理为:
立座及L型定位块辅件借助快速锁紧销实现与平台主体的连接, 本实施例中,四个L型定位块保证四个点在同一条直线,配合立座限 制产品端头,形成焊接定位基准,快速完成工件3的定位,位置确定 后依靠不同角度的压紧器将产品固定,从而实现产品的定位压紧。
尽管为说明目的公开了本实用新型的实施例和附图,但是本领域 的技术人员可以理解:在不脱离本实用新型及所附权利要求的精神和 范围内,各种替换、变化和修改都是可能的,因此,本实用新型的范 围不局限于实施例和附图所公开的内容。

